

机器视觉技术在印刷包装质量检测领域具有广泛应用。该技术通过模拟人类视觉系统,利用摄像头捕捉印刷包装产品的图像,通过算法分析图像,实现对印刷品质、色彩一致性、缺陷检测等指标的自动化检测。相比传统检测方式,机器视觉技术具有检测精度高、实时性强、可自动化处理大量数据等优势,能显著提高生产效率和产品质量,广泛应用于印刷包装行业。
本文目录导读:
随着科技的快速发展,机器视觉技术已广泛应用于多个领域,在印刷包装行业,其质量检测环节尤为重要,因为任何微小的缺陷都可能导致产品不合格,进而影响企业的声誉和市场竞争力,本文将详细介绍机器视觉技术在印刷包装质量检测方面的应用,包括实际应用场景、技术流程、优势以及未来发展趋势。
机器视觉技术概述
机器视觉技术是一种通过光学装置和非接触式传感器获取并分析图像,以实现对目标对象的检测、识别、测量和定位的技术,在印刷包装质量检测中,机器视觉技术可以实现对印刷品质量的高精度检测,包括颜色、尺寸、缺陷等多方面的检测。
机器视觉技术在印刷包装质量检测中的应用
1、颜色检测
在印刷包装过程中,颜色的准确性是产品质量的关键因素,机器视觉技术可以实现对印刷品颜色的高精度检测,通过捕捉图像并分析颜色数据,确保印刷品的颜色符合标准,该技术还可以实现对批次间颜色一致性的检测,确保不同批次的产品颜色保持一致。
2、尺寸检测
印刷包装产品的尺寸精度对于产品的装配和使用至关重要,机器视觉技术可以实现对印刷包装产品的高精度尺寸检测,包括长度、宽度、高度、间距等多个参数,通过捕捉产品图像,利用图像处理算法进行尺寸测量,实现对产品尺寸的精确控制。
3、缺陷检测
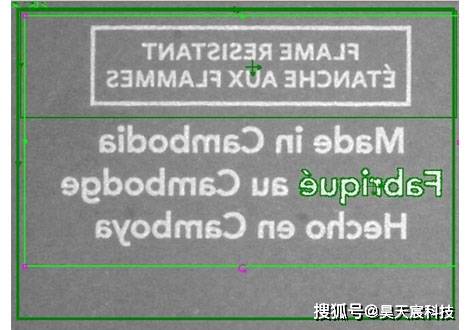
缺陷检测是印刷包装质量检测中的重要环节,传统的检测方法主要依靠人工目测,但人工检测容易受到疲劳、主观判断等因素的影响,导致漏检和误检,而机器视觉技术可以实现对印刷包装产品的自动化缺陷检测,包括墨迹不均、漏印、套印不准、脏污等常见缺陷,通过捕捉产品图像,利用图像处理算法进行缺陷识别,实现对产品质量的精确控制。
四、机器视觉技术应用于印刷包装质量检测的技术流程
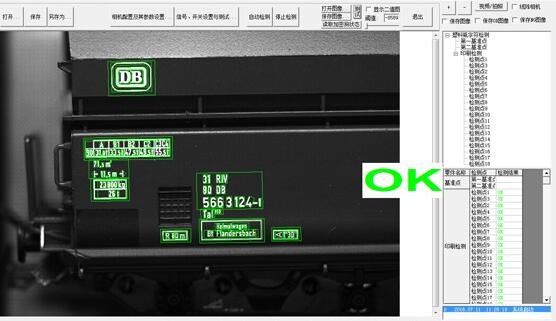
1、图像采集:使用工业相机、镜头和光源等硬件设备捕捉印刷包装产品的图像。
2、图像处理:对采集到的图像进行预处理,包括去噪、增强等,以提高图像质量。
3、特征提取:从处理后的图像中提取出与检测任务相关的特征,如颜色、尺寸、缺陷等。
4、识别与分类:根据提取的特征,对印刷包装产品进行识别与分类,如判断产品是否合格、缺陷类型等。
5、结果输出:将识别与分类的结果以可视化报告的形式输出,供操作人员参考。
机器视觉技术在印刷包装质量检测中的优势
1、高精度检测:机器视觉技术可以实现高精度的颜色、尺寸和缺陷检测,确保产品质量。
2、自动化程度高:机器视觉系统可以实现自动化检测,降低人工成本,提高生产效率。
3、适应性广:机器视觉技术可以适应不同规格、不同材质的印刷包装产品检测。
4、检测结果客观可靠:机器视觉检测避免了人工检测的主观性和疲劳误差,提高了检测结果的客观性和准确性。
未来发展趋势
随着人工智能和机器学习技术的不断发展,机器视觉技术在印刷包装质量检测中的应用将更加广泛,机器视觉技术将实现更高的检测精度和更快的检测速度,通过结合人工智能技术,实现自适应检测和智能优化,为印刷包装行业带来更大的价值。
机器视觉技术在印刷包装质量检测中发挥着重要作用,通过实现高精度颜色、尺寸和缺陷检测,提高产品质量和生产效率,机器视觉技术具有自动化程度高、适应性广和检测结果客观可靠等优势,随着技术的不断发展,机器视觉技术在印刷包装质量检测中的应用将更加广泛,为行业带来更大的价值。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...